. Ingegneria ferroviaria e locomotiva : una rivista pratica di energia motrice ferroviaria e materiale rotabile. Qual-ità del 93 per cento. Vapore a 185 libbre ab-soluto ha 1196.3 B.T.U. calore totale, 348.1B.T.U. calore in acqua, 848.2 B.T.U. latentheat. B.T.U. B.T.U.così il calore richiesto forli.iler superficie di riscaldamento perlb. Di vapore sarà 0.93 x 1196.3 o 1111.0 e 0.07 lb. Acqua alla temperatura di saturazione. 0.07 x 348.1 o. 24.4 1135.4 CALORE RICHIESTO PER IL SURRISCALDATORE. Evaporazione di 0.07 di acqua a 375.1 gradi. F., 0.07 x848.2 o 59.5 per surriscaldare 1 lb. Vapore asciutto 200 gradi. F., 0.541 x 200 gradi o 110 169.5 giri riscaldamento totale
900 x 2778 px | 7,6 x 23,5 cm | 3 x 9,3 inches | 300dpi
Altre informazioni:
Questa immagine potrebbe avere delle imperfezioni perché è storica o di reportage.
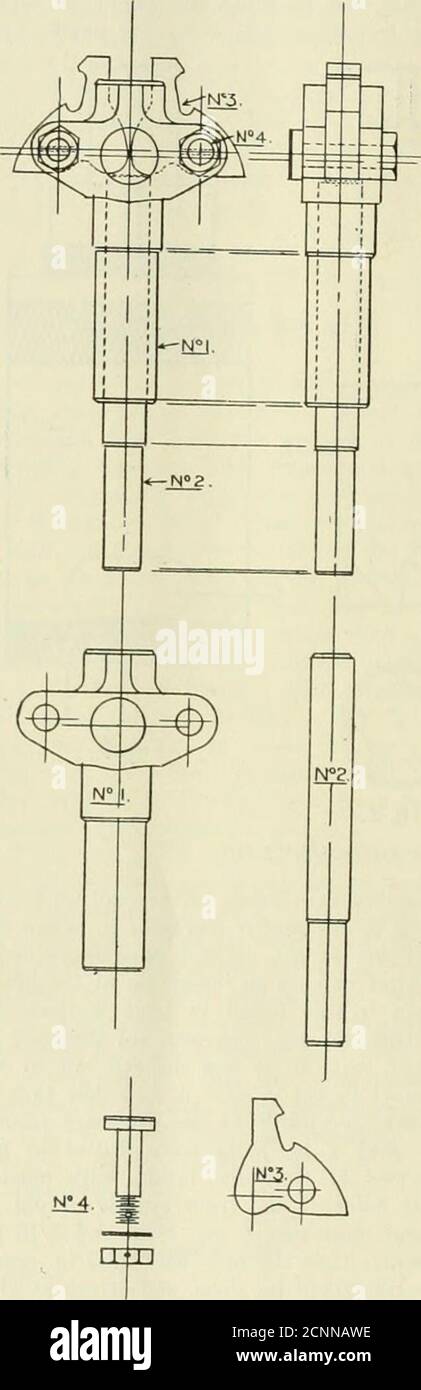
. Railway and locomotive engineering : a practical journal of railway motive power and rolling stock . qual-ity of 93 per cent. Steam at 185 lbs. ab-solute has 1196.3 B.T.U. total heat, 348.1B.T.U. heat in water, 848.2 B.T.U. latentheat. B.T.U. B.T.U.Thus the heat required forli.iler heating surface perlb. of steam will be 0.93 x 1196.3 or 1111.0 And 0.07 lb. water at satura-tion temp. 0.07 x 348.1 or. 24.4 1135.4 HEAT REQUIRED FOR SUPERHEATER. Evaporation of 0.07 of waterat 375.1 degs. F., 0.07 x848.2 or 59.5 To superheat 1 lb. dry steam200 degs. F., 0.541 x 200degs. or 110 169.5 Total heat required per lb. ofsuperheated steam at 575 degs. F 1304.9 The superheater requires 169.5 B.T.U.or 13 per cent, of this. On considering that an up to date lo-comotive boiler generates 40 per cent, of its heat in fire-box and 60 per cent, in tubes; therefore, it is clear that super-heater will take up: 13 per cent, of 60or 22 per cent, of flue heating surface. INCREASE IN HAULING CAPACITY. In actual practice economies in coalconsumption for same class of locomo-tive using the above pressure both with. DETAILS OF COMBINATION FLUE EXPANDER, PROSSER AND BEADING TOOL. and without superheat a total gain ofIS per cent, in fuel and water consump-tion has been made—that is for likesizes of engines—we would get 100 X100 — 82 = 22 per cent, greater haul, pr 82taking into consideration that 60 per cent, of indicated horse power is all thatis generally available for draw-bar pull22 X 100 = 36.6 per cent, gain in gen- 60eral efficiency at draw-bar. CYLINDER CONDENSATION. The saving that is effected by prevent-ing cylinder condensation by use of su-perheated steam varies from 12 to 35per cent., according to point of cut-off;the shorter the cut-off the greater thesaving. INCREASE OF SIZE OF CYLINDER. The cylinders should be increased from10 to 15 per cent, in size, depending ondegree of superheat. General Remarks on Design and Opera-tion: 1—The temperature should increase with demand of e
{kind=link}